某机械设备领域客户专注于热交换器研发生产,其核心产品对不锈钢管的管径公差(下差≤20 丝)与圆度精度提出严苛要求,同时需满足折弯加工及焊缝质量标准。经多轮试样评估,喜有沃不锈钢管凭借技术实力成为其信赖的供应商。
-
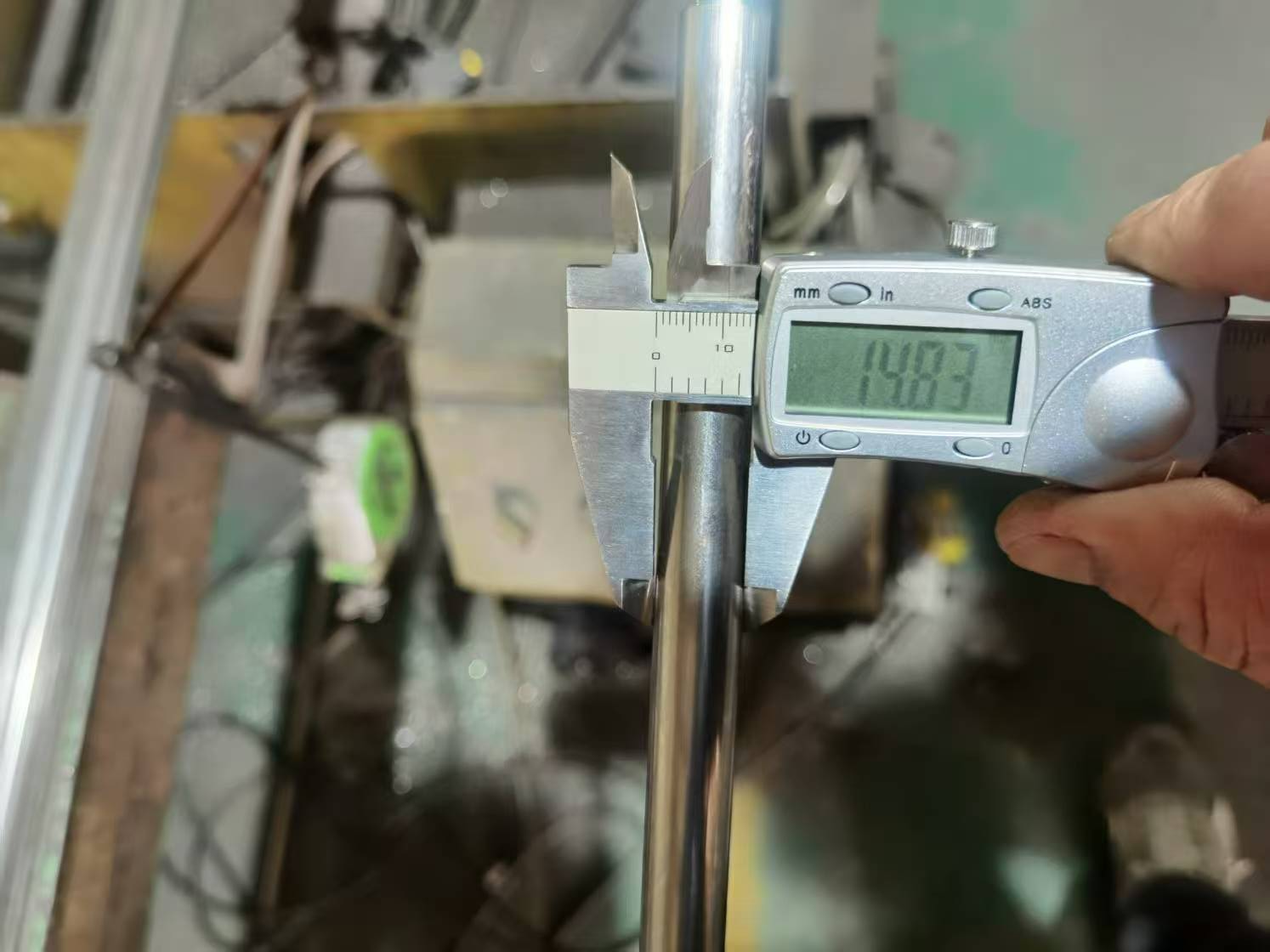
微米级精度控制:管径公差需控制在下差 20 丝以内(即 ±0.2mm),圆度误差要求极高,直接影响热交换器的装配精度与性能稳定性。
-
工艺适配难题:客户需对管材进行折弯加工,且焊缝需满足特定强度与外观标准,对管材的延展性、焊接工艺提出双重挑战。
-
从试样到量产的品质一致性:客户要求打样成功后每月稳定采购 10 吨,需确保小批量试样与大规模生产的质量稳定性。
-
案例实证沟通:喜有沃团队向客户展示过往高精度管材案例数据(如某医疗器械用管项目的管径控制精度),以真实项目经验建立信任。
-
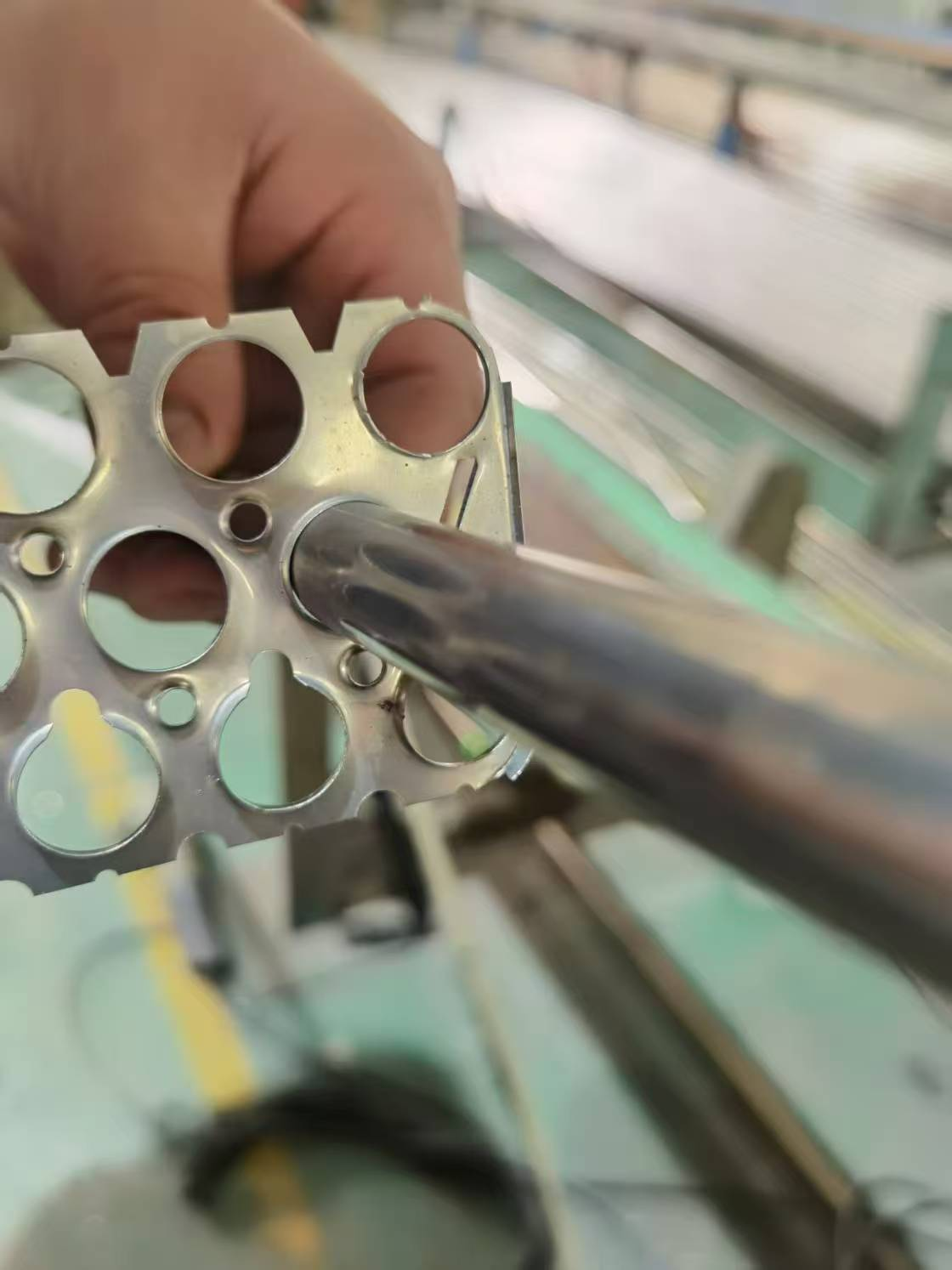
工厂溯源体验:邀请客户实地考察生产基地,现场演示智能轧管设备对管径的动态校准过程,以及全流程质检体系(如激光测径仪实时监测圆度)。
-
材料与工艺升级
-
选用高纯度 304/304L 不锈钢原料,通过真空熔炼工艺降低杂质,提升管材延展性以适配折弯需求。
-
优化轧管工艺参数,采用多道次精密轧制技术,通过渐进式减径控制管径公差,同时引入在线圆度修正装置,确保圆度误差≤0.15mm。
-
焊接工艺突破
-
采用脉冲氩弧焊技术,通过精确控制焊接电流与速度,实现焊缝成型均匀、熔深稳定,经无损检测(UT)验证,焊缝合格率达 99.8%。
-
提供折弯工艺指导方案,根据管材规格定制折弯模具参数,减少加工变形风险。
-
试样阶段:针对客户需求提供12*0.5mm、15*0.5mm 两种规格试样,经客户实测,管径公差控制在 ±0.18 丝,圆度误差 0.12mm,完全满足标准。
-
量产阶段:建立首件三检制 + 批量抽检制,每批次产品附《精度检测报告》,确保交付一致性。
-
试样即达预期:首次打样一次性通过客户验收,缩短项目验证周期至 2 周。
-
稳定批量交付:自合作以来,每月准时交付 10 吨精密管材,累计供应超百吨,未出现批次质量问题。
-
价值延伸:客户反馈,使用喜有沃管材的热交换器产品装配效率提升 15%,售后故障率下降 20%,市场竞争力显著增强。
-
长期合作承诺:客户明确表达持续采购意愿,双方正探讨拓展至其他规格管材及衍生产品线。
喜有沃不锈钢管以“精度控制 + 工艺协同 + 全周期服务” 的组合能力,成功破解热交换器制造领域的精密管材需求难题。此次合作不仅体现了企业在高端不锈钢管领域的技术沉淀,更树立了 “以客户需求为导向,用技术创新创造价值” 的行业服务标杆。未来,喜有沃将持续深耕精密管材领域,为更多高端制造场景提供可靠的材料解决方案。



 全国服务热线
全国服务热线

 粤公网安备 44060502002608号
粤公网安备 44060502002608号